
床")
數控鑽床")
")
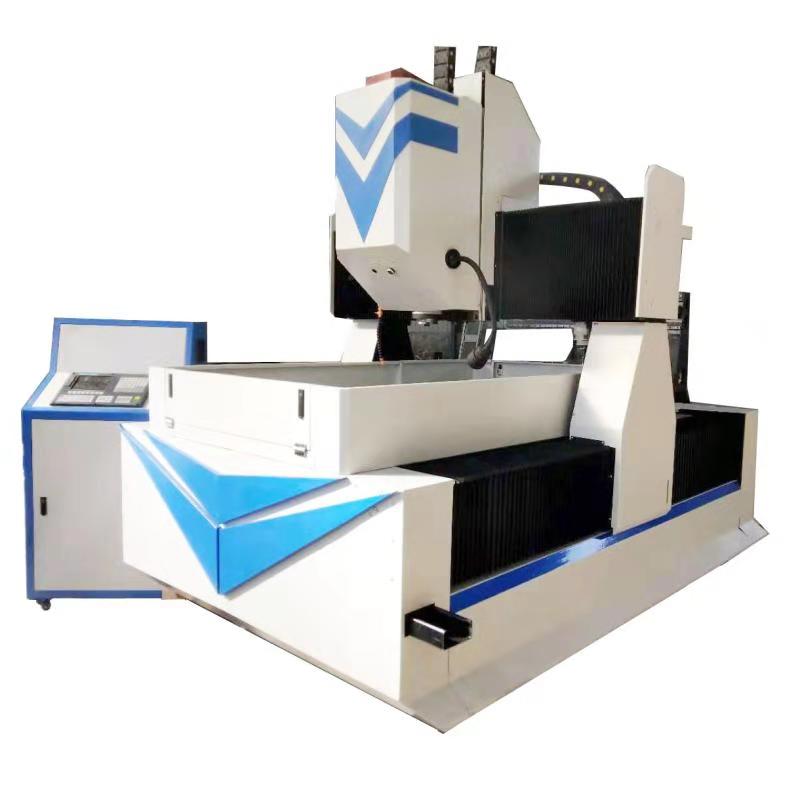
高速數控平麵鑽主要應用於數控銑床、加工中(zhōng)心等高精度機床,適用於鑽孔、擴孔,其複合刀具可以用於鑽孔、沉(chén)孔、鏜孔、鉸孔和倒(dǎo)角。高速數控平麵鑽及其複合刀具的應用大大提高產品的(de)加工效率,在實(shí)際作業中還需要多注意一些問題(tí)。
首先,建議在作業中采(cǎi)用高壓中心(xīn)內冷卻切削,有效避免切屑(xiè)堆積、刀(dāo)片(piàn)破(pò)損以及已加工表麵質量。其次在使用外冷卻方式(shì)鑽削時(shí),鑽深不要超過1.5D;必須鑽深時,推薦采用啄鑽方式。注(zhù)意在使用前,應先檢測刀柄剛性;盡量減小刀具與主軸軸線的偏差,以達到最佳鑽削效果。並且要盡(jìn)可能避免在斜麵、中凹麵、凹凸不平麵上鑽孔,這樣很容易使鑽頭偏離中心或使(shǐ)鑽頭崩刃。
如果零件上已(yǐ)有預留孔,那麽要注意高速數(shù)控平麵鑽所加工的孔徑不得超過成品尺寸的1/4,否則會引偏(piān)鑽頭。鑽削(xuē)有(yǒu)相貫孔或多(duō)層疊加在一起的零件時,進給量必須(xū)減小到推(tuī)薦值(zhí)的1/3左右。加工過程(chéng)中,起(qǐ)鑽削作用的刀片盡量使用刀尖圓弧半徑大於0.4mm的刀片,以提高刀具使用壽命。
高速數控平(píng)麵鑽在實際加工過程中,工作人員還(hái)需(xū)要經常查(chá)看主軸負載情況(kuàng),根據主(zhǔ)軸負載大小,適當調整切削用量,應避免主軸負載值超過100%。此(cǐ)外還應當(dāng)經常檢查刀片(piàn)磨損情況,還可以通過排出切屑的開關和(hé)顏色以及(jí)主軸負載值來確定刀片磨損情況,並及時更換刀片。
另外還需要定期檢查(chá)高速數控平麵鑽的刀片,隻有(yǒu)這樣才能夠有效地保證加工孔(kǒng)精度要求,提高了產品的質量和加工效率。不但提高(gāo)了機床(chuáng)的利用率,而且提高了刀具的利用(yòng)率,降低了產品(pǐn)的加工成(chéng)本。
技有限公司")

